
The textile printing industry is shifting from single processes to hybrid printing to meet demands for personalization, small batches, and high quality.Traditional screen printing excels in high-volume runs but struggles with setup time and short runs. Dye sublimation delivers vibrant, durable all-over prints on polyester with no cracking—yet it is limited to synthetic light-colored fabrics and less ideal for large orders.
So, how do you get the best of both? By blending them. Hybrid printing—specifically the mix of dye sublimation and oval screen machines—combines digital detail with automated speed to handle just about anything you throw at it.
If you’ve ever worn a jersey where the design felt like part of the fabric rather than a thick sticker on top, you’ve seen dye sublimation in action. It’s a go-to for sportswear and custom apparel because the results are vibrant and, more importantly, they don’t crack.
Dye sublimation is a heat-transfer process that uses specialized sublimation inks. The ink starts in solid form on transfer paper. When heat and pressure are applied for a short time, the solid dye directly transitions into a gas state without passing through a liquid phase—a process known as sublimation.
The gaseous dye then penetrates the pores of the substrate. As the material cools, the pores close, and the dye returns to a solid state, embedding the color at a molecular level within the fibers or coating. This creates a permanent bond where the pattern feels soft to the touch with no added texture, cracking, or peeling. Unlike screen printing or DTG , which apply ink on top of the surface, dye sublimation infuses the design into the material itself, resulting in photographic-quality images that withstand repeated washing.
This isn’t for your 100% cotton tees. Dye sublimation needs polyester fabrics or items with a polymer coating to work. It looks best on white or light-colored bases because the ink is transparent—trying to sublimate on a black shirt is like drawing with a yellow marker on black paper; it just disappears.
For brands like Cnding Group, integrating dye sublimation into the production line—especially within the footwear and apparel sectors—offers significant competitive edges:
At Cnding Group, we leverage advanced dye sublimation technology to deliver high-quality, customized products with vibrant colors and long-lasting results. Whether you need custom sportswear, promotional textiles, or personalized gifts, our expertise ensures professional-grade output tailored to your needs—combining precision printing with reliable on-demand fulfillment.
Oval screen printing refers to the use of an oval track automatic screen printing system. Unlike traditional carousel presses, the oval design features a linear-oval conveyor layout that allows for greater flexibility in station configuration, easier expansion, and more efficient use of floor space. It is a form of automated screen printing ideal for high-throughput production of garments, cut pieces, and accessories.
Leading manufacturers like Cnding, a high-tech enterprise with nearly 20 years of specialization in screen printing automation, produce advanced oval screen printing machines such as the H9PRO Series Full-Servo Oval Printing Machine and hybrid models combining oval screen printing with digital capabilities. These systems integrate R&D, manufacturing, and auxiliary equipment (dryers, spreading machines, etc.) to deliver complete printing solutions.
The process works by feeding garments or substrates onto pallets that travel along the oval track. At each dedicated printing station, a separate screen (one per color) applies ink through a mesh using a squeegee. The system then moves the pallet to the next station or a flash-cure/drying unit before repeating the cycle.
When choosing a printing method for custom apparel, promotional products, or personalized items, dye sublimation and screen printing stand out as two of the most popular techniques. Dye sublimation excels in vibrant, full-color applications on synthetic materials, while screen printing remains a staple for high-volume production across diverse substrates. Understanding their differences helps brands and businesses select the right process for quality, durability, and cost efficiency
| Dimension | Dye Sublimation | Screen Printing |
|---|---|---|
| Printing Method | Dye penetration (ink turns to gas and bonds with fibers) | Ink coverage (ink sits on top of the material) |
| Image Quality | High detail, smooth gradients, vibrant full-color and photorealistic images | Excellent for bold, solid colors; limited gradients and fine details |
| Suitable Designs | Complex multi-color designs, photos, gradients | Simple or limited-color patterns, logos, text |
| Material Compatibility | Primarily polyester and polymer-coated substrates | Almost all materials (cotton, blends, synthetics, etc.) |
| Cost Structure | Lower setup costs; cost-effective for small runs and on-demand production | Higher setup costs (screens per color); economical for large batches |
| Minimum Order Quantity | Suitable for low MOQ or even one-off customization | Better suited for medium to large batch production |
| Durability | Highly durable; does not crack, peel, or fade easily due to dye infusion | Durable but ink layer on surface may crack, peel, or fade over repeated washes |
Choose Dye Sublimation when:
Choose Screen Printing when:
Cnding Group Recommendation: For businesses focused on high-quality, full-color customization on polyester products, dye sublimation offers superior image vibrancy and durability with flexible production. Our sublimation printers and heat press solutions support efficient workflows for both small custom orders and scaling production. If your project involves mixed materials or very high volumes with simple designs, screen printing may complement or serve as the primary method.
This comparison highlights that neither method is universally superior — the best choice depends on your design complexity, material, order volume, and end-use requirements. Many professional print shops combine both techniques to meet diverse client needs.
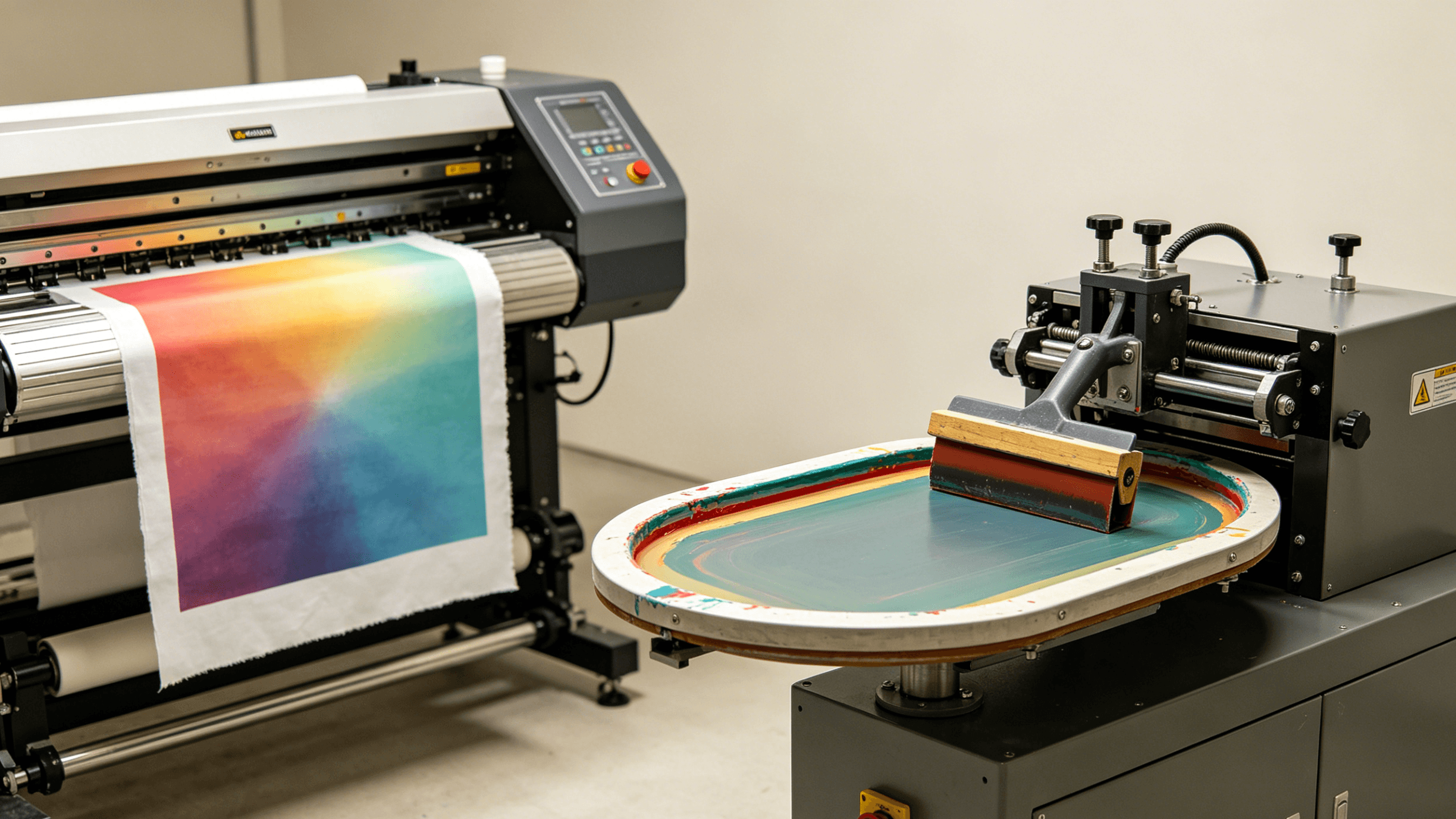
Hybrid printing merges the best of both worlds: dye sublimation for the high-resolution, photorealistic base layer + automated oval screen printing for bold opacity, special effects, textures, and branding elements.The process typically starts with dye sublimation printing a detailed, vibrant all-over design onto polyester substrates. Then, oval screen stations add high-opacity solids, metallic accents, puff effects, or precise logos with exact Pantone matching.
Leading solutions include Cnding Group’s hybrid models (e.g., H28 Full Servo Casting Oval + Digital Hybrid, H38 Hybrid Oval + Digital), which combine digital precision with automated high-speed workflows. This setup reduces pre-press time dramatically, supports variable data, and handles both short custom runs and bulk orders efficiently.Industry trends in 2026 confirm hybrid workflows as a major shift, enabling unlimited colors, faster throughput , reduced setup , and better sustainability.
The convergence of traditional screen printing and modern digital technology has redefined the output capabilities of the textile industry. By integrating dye sublimation—a process where heat converts dye into a gas that permeates fabric fibers—with traditional methods, manufacturers can achieve a level of durability and detail previously considered mutually exclusive.
The competitive edge in 2026 belongs to shops that can pivot quickly. Dye sublimation handles the “pretty” details and the eco-friendly requirements, while oval screen printing handles the “heavy lifting” and the volume.
For anyone looking to scale, the hybrid approach isn’t just a luxury—it’s the new standard. Whether you’re doing high-end fashion or industrial-scale sportswear, combining these two technologies is the most logical way to stay profitable and flexible.

Introduction Custom apparel is hitting massive numbers, with the market expected to pass $45 billion by 2030. If you’re looking at the scene in 2026, Heat Press Vinyl (HTV) is...

Introduction The apparel industry has exploded lately. We’re looking at a market projected to hit $17.5 billion by 2027, mostly because everyone wants custom gear, unique merch, and fast-fashion pieces...

Introduction The custom t-shirt business is on a serious roll. Experts think the global market will hit around USD 5.1 billion by 2026. Even with all the new tech out...